








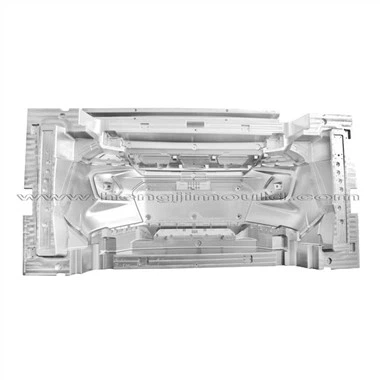
Бумпер Пластични калуп
Процес обраде о рупама за браник Пластични калуп
Дефинитивно обрада треба да следи потврђене 3Д податке дизајна калупа за браник, а затим би требало да постоје неки савети како је уследило за обраду различитих рупа у различитим деловима убризгавања.
Утови и рупе без дела: толеранција свака страна {{0}}. {0 2 мм и толеранција на позицију ± 0. 02мм, угао одступање 0,01 / 50,0 мм, са површином глатком и сјајном површином Али нема корака.
Стране: 5 степени заклетву плоча утор за периферним млином, доњим чистим угловима Р3. 0, вијак на средишњем месту; Стезаљка Гроове, Спацер отвор за плочу и језгро повлачење рупе утора до ЦНЦ млина до савршеног глатког.
Хот Спруе Рупе: за предњу страну Ф2 0. 0 ММ ФИНИРАЊЕ И ДОГАЂЕЊЕ И ПРОЦЕНЕ ДЕЕП ДО 5 мм, толеранција пречника рупе +0. 02мм, позиција толеранција ± 0,02 мм Чврста и хоризонтална бушилица (132 степена) за обраду задње стране једном.

Рупе за водене линије: Дубока рупа за брзу конектор за воду за воду за производњу воде, осигурајте да су све рупе повезане, посебно углове рупе које су продрле.
Основне рупе за вучу: Прво бушење дубоког рупа у складу са мерама 3Д података, додатак за 0. 0 2 мм сваке стране, а затим дубоку бушионицу за водиче за водиче и на последњем ЦНЦ-у досадно за леђа Позиција толеранција ± 0. 05 и мерите толеранцију 0- + 0,02 мм.
Прецизне рупе: досадно и премештање за рупу за довелу рупу, толеранцију на позицију {{0}}. 02мм, концентрично је потребно 0,01 мм, толеранција на рупу +0. 04 мм, стандардна колона лагано и глатко.
Водич Стуб: досадно за квадратне водилице са толеранцијом ± {0}}. 02мм, положај ± 0,02 мм, нема корака.
Уистину мора постојати неке друге рупе и оне детаље о обради који се односе на браник Пластична језгра и шупљину, који овде не представљамо, али морамо их узети у обзир и документи пре него што прелазе кораке обраде.
Popularne oznake: БУМПЕР ПЛАСТИЧНИ КЛУП, Кина Произвођачи пластичних калупа, произвођачи
Можда ти се такође свиђа





Pošalji upit